Warehouse Equipment
Discover the cutting-edge warehouse equipment that can transform your logistics and operations. Our extensive range includes advanced forklifts, robust shelving solutions, and state-of-the-art conveyor systems, all designed to enhance efficiency, safety, and productivity in your warehouse. Don't let outdated equipment slow you down; upgrade today to experience seamless workflow and improved storage management. Ready to elevate your warehouse operations? Contact us now for a free consultation and take the first step towards a more efficient future!

Spring Load Pallet Table
Sale price$2,142.00

Electric Lift Table
Sale priceFrom $4,900.00



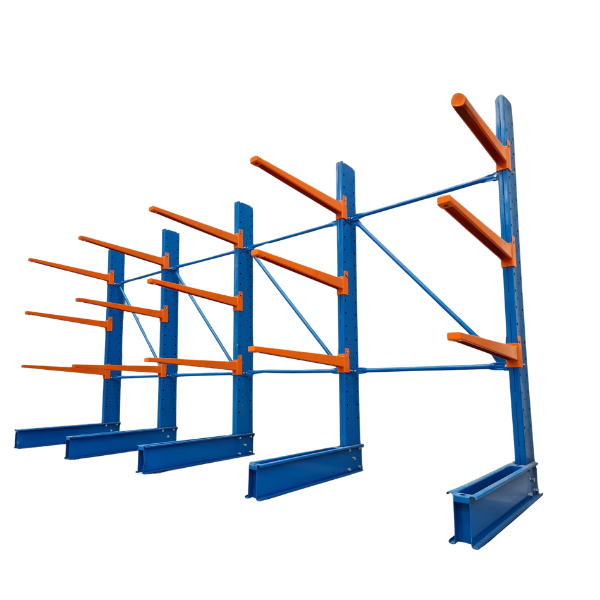
Trolley Rack for Rigging
Sale price$2,688.00

Roll Cage Trolley
Sale price$448.00
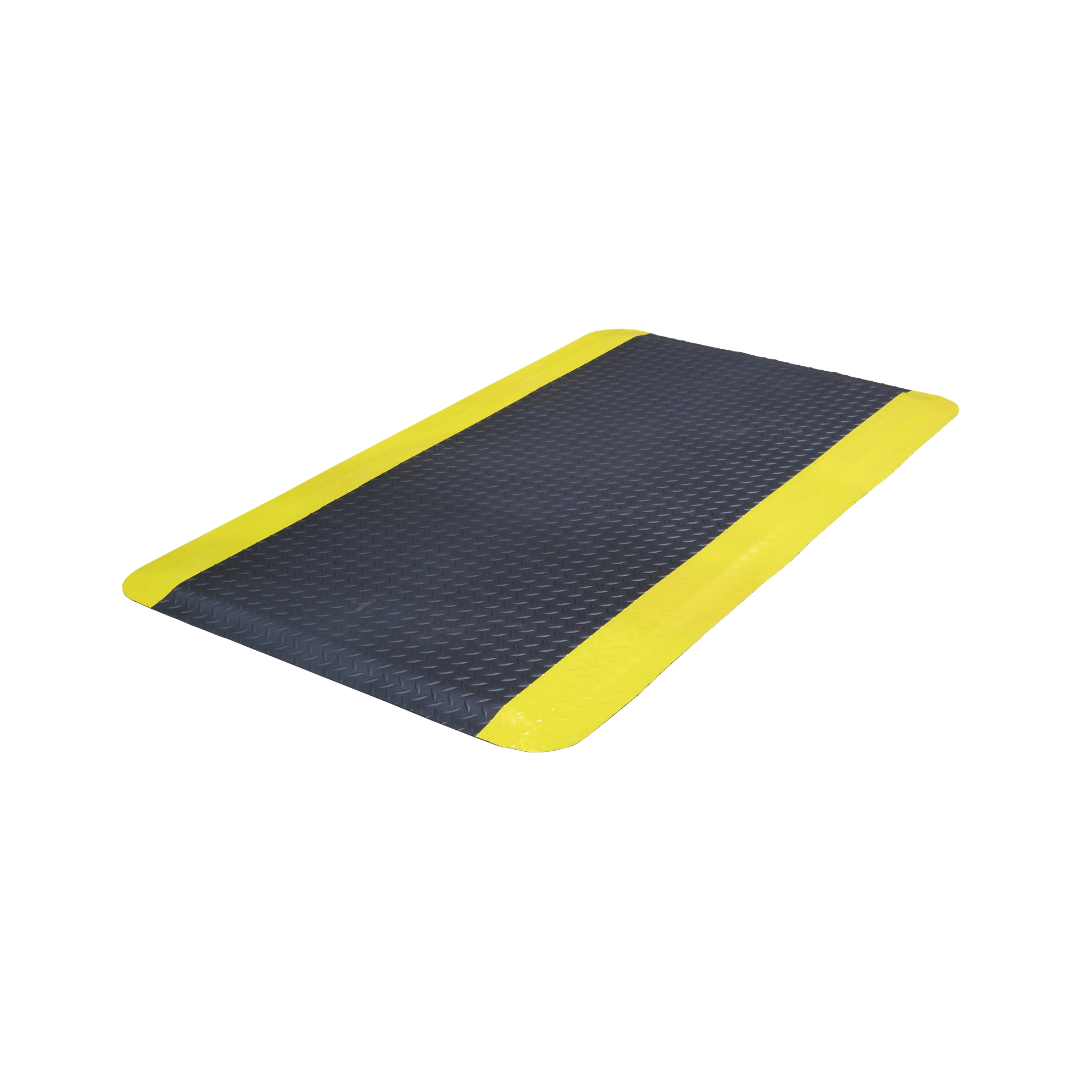
Anti Fatigue Matting
Sale priceFrom $168.00


500KG Manual Scissor Lift Table
Sale price$800.00